

Perché i congelatori per gelati non dovrebbero funzionare a pieno carico?
Nel contesto della conservazione e della vendita del gelato, il funzionamento stabile dei congelatori per gelati determina direttamente la qualità del prodotto e i costi operativi. Il compressore, in quanto “cuore” del sistema di refrigerazione, svolge un ruolo cruciale in questo processo. Molti utenti credono erroneamente che il funzionamento a pieno carico possa migliorare l'efficienza di conservazione, ma trascurano il danno irreversibile che ciò causa al compressore.

I. Il compressore: il “cuore pulsante” del sistema di refrigerazione del congelatore per gelati
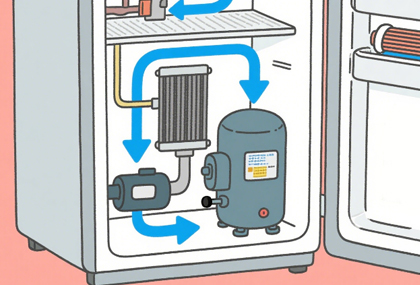
Il principio di refrigerazione dei congelatori per gelati si basa sul “ciclo del refrigerante”: il compressore comprime i refrigeranti (come i refrigeranti ecologici R404A e R290), trasformandoli da uno stato gassoso a bassa pressione a uno stato gassoso ad alta pressione. Successivamente, il refrigerante rilascia calore e si liquefa nel condensatore, quindi passa attraverso il tubo capillare per la strozzatura e la riduzione della pressione, entra nell'evaporatore per assorbire il calore all'interno del congelatore e infine ritorna al compressore in stato gassoso, formando un ciclo a circuito chiuso. Durante questo processo, il compressore funge da “fonte di alimentazione” e la sua efficienza operativa determina direttamente la precisione del controllo della temperatura e la velocità di raffreddamento all'interno del congelatore.
II. Tre rischi principali del funzionamento a pieno carico per il compressore
(I) Sovraccarico ad alta temperatura: superamento del “limite di tolleranza della temperatura” del compressore
Quando il compressore è in funzione, genera due tipi di calore: uno è il calore di attrito meccanico derivante dal funzionamento del motore, l'altro è il calore di compressione rilasciato durante il processo di compressione del refrigerante. In condizioni di funzionamento normali, il sistema di dissipazione del calore del compressore (come le ventole e i dissipatori di calore integrati) è in grado di scaricare rapidamente il calore, mantenendo la temperatura del corpo entro un intervallo di sicurezza compreso tra 80 e 100 °C. Tuttavia, durante il funzionamento a pieno carico, la frequenza di compressione del compressore aumenta in modo significativo, riducendo il tempo di permanenza del refrigerante nella camera di compressione. Di conseguenza, il calore generato durante il processo di compressione non può essere completamente dissipato, causando un forte aumento della temperatura del corpo.

Quando la temperatura interna supera i 120 °C, i materiali isolanti all'interno del compressore (come lo strato isolante del filo smaltato) iniziano a invecchiare e deteriorarsi, riducendo significativamente le loro prestazioni isolanti e rendendo altamente probabili i cortocircuiti interni. Se la temperatura continua a salire oltre i 150 °C, i materiali isolanti possono carbonizzarsi direttamente, causando il guasto completo del compressore.
Inoltre, le alte temperature influenzano le proprietà fisiche del refrigerante: temperature eccessive causano la vaporizzazione prematura del refrigerante nella camera di compressione, provocando un fenomeno di “slugging liquido”. Ciò significa che il refrigerante liquido non completamente liquefatto entra nel cilindro del compressore, urtando violentemente contro la parete del cilindro e causando guasti meccanici come l'usura della parete del cilindro e il danneggiamento delle valvole, compromettendo gravemente la durata del compressore.
(II) Guasto della lubrificazione: danneggiamento della “barriera di protezione dall'usura” del compressore
Il normale funzionamento del compressore dipende dal suo sistema di lubrificazione interno. L'olio lubrificante non solo riduce le perdite per attrito tra le parti mobili (come l'albero motore, il pistone e i cuscinetti), ma svolge anche un ruolo di tenuta e raffreddamento, fungendo da “barriera di protezione” per il funzionamento stabile a lungo termine del compressore. Nella modalità di funzionamento prevista, l'olio lubrificante viene distribuito uniformemente sulle superfici di ciascuna parte mobile attraverso gli spruzzi dell'albero motore rotante o la pressione erogata dalla pompa dell'olio, formando una pellicola d'olio stabile e mantenendo il coefficiente di attrito al di sotto di 0,01, riducendo efficacemente l'usura.
Tuttavia, durante il funzionamento a pieno carico, la velocità di rotazione del compressore aumenta in modo significativo, accelerando la velocità relativa tra le parti mobili e aumentando notevolmente il calore generato dall'attrito, causando un aumento della temperatura dell'olio lubrificante. Quando la temperatura dell'olio lubrificante supera i 60 °C, la sua viscosità diminuisce in modo significativo, indebolendo la capacità di carico del film d'olio. Se la temperatura supera gli 80 °C, l'olio lubrificante può ossidarsi e deteriorarsi, producendo impurità come morchia e depositi carboniosi, che possono ostruire i passaggi dell'olio lubrificante e portare a un insufficiente approvvigionamento di olio del sistema di lubrificazione.
Allo stesso tempo, le alte temperature causano l'evaporazione dei componenti volatili presenti nell'olio lubrificante, riducendo ulteriormente la qualità del film d'olio e provocando un “attrito a secco” tra le parti in movimento. I dati mostrano che quando il sistema di lubrificazione non funziona, il tasso di usura del compressore aumenta di 10-20 volte e la durata di componenti chiave come cuscinetti e pistoni può ridursi da 5-8 anni a 1-2 anni, aumentando significativamente i costi di manutenzione delle apparecchiature.
(III) Sovraccarico del motore: superamento della “gamma di potenza” del compressore
Il componente motore principale del compressore è un motore asincrono, la cui potenza è progettata in base ai requisiti di capacità di refrigerazione del congelatore per gelati, solitamente seguendo il principio del “fattore di sicurezza 1,2”. Ciò significa che la potenza nominale del motore è superiore del 20% alla potenza massima effettiva di esercizio per far fronte alle fluttuazioni di carico a breve termine. Durante il normale funzionamento, la corrente di lavoro del motore rimane al 70%-80% della corrente nominale, operando in uno stato di basso carico e alta efficienza. Durante il funzionamento a pieno carico, poiché il congelatore necessita di un raffreddamento continuo, il compressore aumenta costantemente la frequenza di compressione, causando un aumento continuo della corrente di lavoro del motore, che supera anche 1,5 volte la corrente nominale ed entra in uno stato di “funzionamento in sovraccarico”.
Quando il motore è sovraccarico, la perdita di rame (I²R) dell'avvolgimento dello statore aumenta in proporzione al quadrato della corrente, causando un rapido aumento della temperatura dell'avvolgimento. Quando la temperatura dell'avvolgimento supera i 130 °C, la sua classe di isolamento scende dalla classe A alla classe B, riducendo significativamente le sue prestazioni di isolamento. Se rimane in uno stato di sovraccarico per lungo tempo, la temperatura dell'avvolgimento può superare i 155 °C, causando la bruciatura dello strato isolante e provocando un cortocircuito nel motore.
Inoltre, il sovraccarico provoca una diminuzione del fattore di potenza del motore dal normale 0,85-0,9 a meno di 0,7, riducendo la potenza effettiva del motore e creando un circolo vizioso di “alta corrente, bassa efficienza”: il motore consuma più energia elettrica ma non è in grado di fornire una potenza di raffreddamento sufficiente, aumentando non solo le bollette elettriche ma anche l'usura del motore. I dati sperimentali di un istituto di prova delle apparecchiature di refrigerazione mostrano che quando il compressore funziona a pieno carico per un lungo periodo di tempo, il tasso di guasto del motore aumenta di 3-5 volte e la difficoltà e il costo della manutenzione dopo il guasto aumentano in modo significativo.
III. Funzionamento scientifico: doppia strategia per garantire la durata del compressore e la qualità del gelato
Sulla base dell'analisi di cui sopra, il funzionamento scientifico dei congelatori per gelati deve seguire il principio del “non pieno carico”, a partire sia dalla manutenzione delle apparecchiature che dalle abitudini di utilizzo, al fine di bilanciare le esigenze di conservazione e la protezione del compressore:
(I) Controllare la quantità di conservazione per evitare il “funzionamento in sovraccapacità”
La capacità di conservazione prevista dei congelatori per gelati è solitamente indicata nel manuale del prodotto. Gli utenti devono seguire rigorosamente il principio secondo cui “la quantità di conservazione non deve superare l'80% della capacità nominale”. Da un lato, lasciare il 20% dello spazio garantisce la normale circolazione dell'aria fredda all'interno del congelatore, evitando aumenti di temperatura locali causati dall'accumulo di prodotti e riducendo la frequenza di avvio e arresto del compressore. D'altra parte, una quantità di stoccaggio ragionevole riduce il carico sul sistema di refrigerazione, consentendo al compressore di mantenere uno stato di funzionamento “a bassa frequenza e intervalli lunghi” e riducendo i rischi di alta temperatura e sovraccarico.
(II) Manutenzione regolare per garantire la lubrificazione e la dissipazione del calore
Controllare regolarmente il sistema di lubrificazione del compressore e sostituire l'olio lubrificante ogni 6-12 mesi per garantire che la viscosità e la pulizia dell'olio lubrificante soddisfino i requisiti. Allo stesso tempo, pulire la polvere e i detriti dai dissipatori di calore del compressore per garantire l'efficienza di ventilazione del sistema di dissipazione del calore e impedire l'aumento della temperatura del corpo a causa di una scarsa dissipazione del calore.
(III) Impostazione ragionevole della temperatura per ridurre le fluttuazioni di carico
Impostare la temperatura all'interno del congelatore tra -18 °C e -22 °C in base alle esigenze di conservazione del gelato, evitando di costringere il compressore a funzionare a pieno carico nel tentativo di ottenere “temperature più basse”.
Si noti che ridurre la frequenza e la durata delle aperture della porta può impedire la perdita di aria fredda, evitare frequenti avviamenti del compressore e ridurre le fluttuazioni di carico del motore.
Sebbene il funzionamento a pieno carico possa sembrare migliorare l'efficienza di conservazione, in realtà causa danni irreversibili al compressore sotto tre aspetti: sovraccarico ad alta temperatura, guasto della lubrificazione e sovraccarico del motore, portando infine a frequenti guasti alle apparecchiature e a un aumento dei costi di manutenzione. Solo seguendo principi di funzionamento scientifici, controllando ragionevolmente il carico ed effettuando una manutenzione regolare, il compressore può funzionare in modo stabile per lungo tempo, garantendo sia la qualità del gelato che la riduzione dei costi operativi, ottenendo una situazione vantaggiosa per tutti con “una maggiore durata delle apparecchiature” e “una migliore efficienza operativa”.



I più popolari Più «
-

Refrigeratori per Bevande a Forma di Lattina Serie BC
-
Le torte necessitano di frigoriferi commerciali?
-
Miglior Mini Frigorifero per Bevande EC50 per Esportazione Globale
-
Guida ai Banchi Frigoriferi Verticali per Caffetterie
-
Perché Cooluma si concentra sul segmento dei banchi refrigerati di fascia medio-alta?
-
Quante vaschette contiene un banco freezer per gelato?
-
Perché i Vetrinetti Espositori per Torte Cooluma Sono Così Popolari?
-
Vetrina Espositiva Commerciale per Panetteria con Vetro Curvo
-
Una guida all\'acquisto per vetrine refrigerate per torte con ripiani regolabili integrati
-
Un''analisi dei vantaggi dei banchi frigoriferi espositivi in acciaio inossidabile