

Quali tecniche sono fondamentali per garantire la qualità nella produzione di vetrine?
Le vetrine in vetro trovano ampia applicazione negli ambienti commerciali di tutti i giorni, dove servono a conservare ed esporre prodotti come torte, pane e prelibatezze. Molti pensano che queste vetrine siano semplici combinazioni di “vetro e telai”, finché un cliente non arriva con una vetrina incrinata, rivelando la verità: mentre alcune vetrine rimangono perfettamente piatte e cristalline dopo cinque anni, altre sviluppano porte deformate e vetri appannati in soli tre mesi. La causa principale risiede interamente nei “dettagli tecnici invisibili”.


Dopo aver trascorso tre anni negli Stati Uniti lavorando in ruoli tecnici per produttori di mobili in vetro, occupandomi di tutto, dalle cantinette per vini domestiche alle vetrine per negozi, ora analizzerò le tecnologie fondamentali alla base della produzione di vetrine. Che tu stia cercando una personalizzazione in fabbrica o che tu stia entrando nel settore come principiante, questa guida ti aiuterà a evitare le insidie più comuni.
I. Pretrattamento fondamentale dei materiali: le “proprietà intrinseche” del vetro e dei telai
L'ottanta per cento della durata di una vetrina è determinato durante la lavorazione del materiale. Non è sufficiente acquistare semplicemente del vetro temperato; ogni fase richiede il rispetto di standard tecnici.
1. Lavorazione del vetro: tempra, taglio e lucidatura dei bordi: nessuna di queste fasi può essere omessa
Il vetro funge sia da “facciata” della vetrina che da nucleo di sicurezza. Questi tre processi tecnici determinano direttamente la longevità:
- Tempera: conformità obbligatoria ai requisiti dello “standard 3C” Sia per le vetrine domestiche che per quelle commerciali, la tempera è obbligatoria (ad eccezione del vetro artistico lavorato in modo speciale), come previsto dalle norme nazionali. I produttori affidabili utilizzano il “metodo di tempra fisica”, che consiste nel riscaldare il vetro normale a 600-700 °C prima di raffreddarlo rapidamente con aria fredda, creando una sollecitazione di compressione superficiale. Il vetro trattato in questo modo vanta una resistenza agli urti 3-5 volte superiore a quella del vetro normale. Anche se frantumato, si rompe in particelle arrotondate senza spigoli vivi, evitando tagli. Abbiamo visto piccole officine spacciare il vetro normale per vetro temperato; i clienti che lo pulivano lo facevano rompersi all'istante, causando quasi un incidente.
- Taglio di precisione: le tolleranze devono essere entro 0,1 mm per essere accettabili. Dimensioni del vetro imprecise causano spazi vuoti durante l'assemblaggio o portano a fratture da compressione. Le fabbriche moderne ora utilizzano macchine da taglio CNC, ottenendo una precisione dieci volte superiore rispetto al taglio manuale tradizionale. Ad esempio, nella produzione di un pannello laterale lungo 1,2 metri per una cantinetta per vini, il taglio CNC mantiene tolleranze entro 0,1 mm, mentre il taglio manuale spesso produce deviazioni di 2-3 mm, impedendo la corretta chiusura delle ante. Inoltre, il vetro non standard (come le vetrine curve) richiede la modellazione seguita dal taglio laser, insieme a stampi specializzati per la stabilizzazione durante il riscaldamento e la modellatura, al fine di evitare distorsioni.
- Rettifica dei bordi e smussatura: doppia garanzia di comfort tattile e sicurezza I bordi del vetro sono i suoi punti più vulnerabili e richiedono una rettifica. Le fabbriche utilizzano comunemente rettificatrici diamantate, eseguendo tre fasi: rettifica grossolana, rettifica fine e lucidatura. I bordi risultanti sono lisci al tatto e non presentano alcun rischio di tagli. Il vetro dei piani di lavoro richiede inoltre una smussatura a 45°, che ne migliora l'estetica riducendo il rischio di rottura in caso di urti. Un cliente ha commissionato una vetrina su misura per cosmetici in cui la fabbrica ha omesso la fase di molatura fine. Un dipendente ha subito una lesione al polso a causa del bordo grezzo del vetro durante la movimentazione della merce, con conseguente risarcimento delle spese mediche e rilavorazione.
2. Fabbricazione del telaio: la “tecnologia di stabilità” del metallo e del legno
Il telaio funge da “scheletro” di una vetrina, con tecniche di fabbricazione distinte per i diversi materiali. Le opzioni più comuni includono lega di alluminio, acciaio inossidabile e legno massello:
- Telai in lega di alluminio: l'anodizzazione è fondamentale per la resistenza alla corrosione. Leggero ed economico, l'alluminio è la scelta preferita per le vetrine domestiche. Tuttavia, si ossida e si scurisce facilmente. I produttori affidabili applicano l'anodizzazione, immergendo la lega in una soluzione elettrolitica e applicando una corrente elettrica per formare uno strato di ossido. Questo non solo previene la corrosione, ma consente anche la colorazione (ad esempio, nero, champagne). Per le vetrine da esterno, viene applicato un ulteriore “rivestimento elettroforetico” che migliora la resistenza agli agenti atmosferici per resistere a tre anni di esposizione diretta alla luce solare senza scolorimento. Le piccole officine utilizzano spesso leghe di alluminio spazzolato senza trattamento di ossidazione, che iniziano a annerirsi e a sfaldarsi entro sei mesi.
- Telai in acciaio inossidabile: la saldatura e la lucidatura determinano l'estetica I telai in acciaio inossidabile sono adatti alle applicazioni commerciali (ad esempio, unità di refrigerazione dei supermercati), con tecniche fondamentali che risiedono nella saldatura e nella lucidatura. La moderna “saldatura ad arco con argon pulsato” produce punti di saldatura fini e lisci senza scorie. Dopo la saldatura, le “macchine per la lucidatura a specchio” integrano perfettamente le saldature nel telaio, creando un aspetto uniforme. Per l'acciaio inossidabile 304, il “trattamento di passivazione” previene la ruggine quando esposto ad alimenti o ambienti umidi.

- Telai in legno massello: la protezione dall'umidità prevale sulla falegnameria I telai in legno massello offrono una texture superiore, ma sono soggetti a deformazioni dovute all'umidità. I produttori sottopongono prima il legno a un “trattamento di essiccazione sottovuoto”, controllando il contenuto di umidità all'8%-12% (o al di sotto del 10% nelle regioni meridionali umide). Segue poi la “giunzione a mortasa e tenone”, che offre una maggiore stabilità rispetto al semplice fissaggio con viti. Le superfici ricevono almeno tre mani di vernice per legno a base d'acqua, che è ecologica e allo stesso tempo sigilla l'umidità per prevenire la formazione di muffa che potrebbe deformare l'armadio.
II. Tecniche di assemblaggio del nucleo: il segreto per un'integrazione perfetta del telaio in vetro
Molti armadi in vetro sviluppano problemi nel tempo, come vetri incrinati o ante deformate, a causa di un assemblaggio difettoso. Questa fase richiede una meticolosa maestria artigianale e strumenti di precisione.
1. Fissaggio del vetro: doppia garanzia grazie agli adesivi e alla ferramenta
Il vetro non deve essere fissato esclusivamente con viti (che possono causare fratture da compressione). L'attuale standard industriale prevede un duplice approccio: incollaggio con adesivi combinato con clip metalliche.
Gli adesivi devono utilizzare “sigillante strutturale siliconico neutro”, non sigillante standard per vetro. Il sigillante neutro non corrode il vetro o il metallo, offre una forza di adesione superiore e resiste a temperature estreme. Anche in ambienti umidi come cucine o bagni, mantiene la sua integrità per oltre un decennio senza cedimenti. Quando si applica il sigillante, pulire prima le superfici del vetro e del telaio con alcool. Quindi utilizzare una pistola per sigillante per applicare il sigillante a velocità costante, mantenendo una larghezza del cordone di 3-5 mm. Lisciare il cordone con una spatola per ottenere una finitura esteticamente gradevole e garantire la completa adesione.
Le clip metalliche vengono utilizzate principalmente per collegare ripiani in vetro e pannelli laterali. Scegliere “clip in acciaio inossidabile 304” abbinate a rondelle in gomma. Questa combinazione fissa il vetro assorbendo le vibrazioni e prevenendo le crepe causate da una distribuzione irregolare delle sollecitazioni. Abbiamo visto fabbriche che utilizzano clip in plastica per ridurre i costi, con il risultato che i ripiani crollano e si frantumano quando i clienti vi appoggiano alcune bottiglie di vino.
2. Montaggio delle ante: controllo di precisione di cerniere e binari
Le ante in vetro delle vetrine presentano i problemi più comuni, che dipendono dalla tecnica di installazione delle cerniere (per le ante a battente) e dei binari (per le ante scorrevoli):
- Ante a battente: precisione nel carico e nel posizionamento Dato il peso delle ante in vetro delle vetrine, sono essenziali “cerniere idrauliche per carichi pesanti”. Ogni cerniera deve sostenere almeno 15 kg ed essere dotata di “regolazione tridimensionale”, che consente la regolazione fine in avanti/indietro, a sinistra/destra e in alto/in basso per garantire spazi uniformi tra la porta e l'armadio (tolleranza ≤0,5 mm). Durante l'installazione, praticare dei fori preliminari nel telaio con tolleranze di posizionamento entro 1 mm. Le cerniere disallineate causano il cedimento della porta, con il rischio che il vetro si comprima e si rompa nel tempo.
- Ante scorrevoli dell'armadio: l'allineamento parallelo delle guide è fondamentale. Il blocco o il deragliamento delle ante sono causati da un'installazione non parallela delle guide. I produttori utilizzano strumenti di livellamento laser per garantire il perfetto parallelismo tra le guide superiori e inferiori (tolleranza di parallelismo ≤0,3 mm/m). È necessario mantenere uno spazio di 2-3 mm tra le guide per facilitare il movimento fluido delle ante. I paracolpi montati sui binari impediscono la rottura del vetro a causa dell'impatto durante la chiusura, riducendo al contempo il rumore di funzionamento.
3. Sigillatura e antiappannamento: “miglioramenti dell'esperienza” tecnica nei dettagli
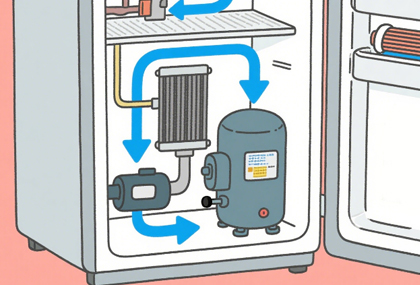
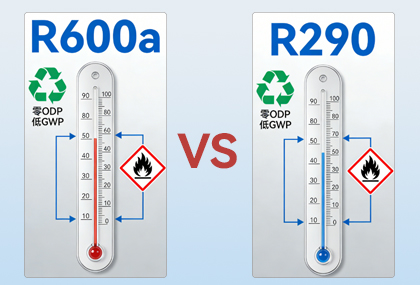
Per le vetrine che richiedono sigillatura o controllo della temperatura, come le cantinette per vini o i frigoriferi, vengono aggiunte due tecniche specializzate:
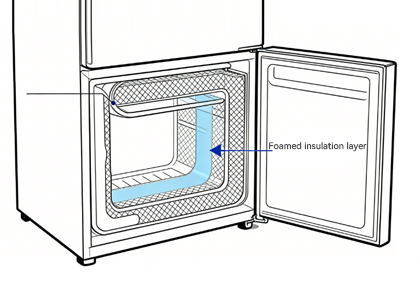
La sigillatura impiega “strisce di tenuta in EPDM”, che resistono all'invecchiamento meglio delle strisce di gomma standard. Queste devono aderire perfettamente al telaio della porta e vengono testate con un “tester di tenuta” per garantire che non vi siano perdite d'aria, altrimenti la stabilità della temperatura della cantina per vini si deteriorerebbe e il frigorifero consumerebbe più elettricità. L'antiappannamento si ottiene applicando un “rivestimento nano-antiappannamento” sulla superficie del vetro o utilizzando “vetro laminato isolante” (riempito con gas inerte). Ciò impedisce la formazione di condensa causata dalle differenze di temperatura tra l'interno e l'esterno, che potrebbe oscurare la visualizzazione. Le vetrine per gioielli nei centri commerciali utilizzano tipicamente questa tecnologia, garantendo che il vetro rimanga cristallino anche quando l'aria condizionata è in funzione.
III. Ispezione del prodotto finito: tecniche di garanzia della qualità prima della spedizione
Le vetrine di alta qualità sono sottoposte a tre cicli di ispezione obbligatori prima della spedizione, con l'omissione di qualsiasi ciclo che comporti potenziali rischi:
1. Ispezione di sicurezza: la resistenza agli urti viene testata utilizzando un “tester di impatto a caduta di sfera”, mentre la capacità di carico del telaio viene valutata con un “tester di compressione” (ad esempio, i ripiani devono sopportare oltre cinque volte il loro peso). La conformità viene verificata in base alla norma nazionale GB 15763.2-2005 “Vetri di sicurezza per edifici - Parte 2: Vetri temperati”.
2. Test funzionali: le ante incernierate vengono sottoposte a 5.000 cicli di apertura/chiusura per verificare la stabilità delle cerniere; le ante scorrevoli vengono sottoposte a 10.000 operazioni per valutare la scorrevolezza dei binari; gli armadi sigillati vengono sottoposti a test di temperatura costante per 24 ore per confermare che le fluttuazioni di temperatura rimangano entro ±1 °C.
3. Ispezione visiva: utilizzare una “lampada di ispezione ad alta intensità” per esaminare le superfici in vetro alla ricerca di graffi o bolle. Utilizzare uno “spessimetro” per verificare che gli spazi tra i pannelli delle porte siano uniformi, garantendo un aspetto impeccabile.
Quando si scelgono gli armadi in vetro, concentrarsi su questi tre punti tecnici per avere la certezza
Sia che si tratti di commissionare unità su misura o di acquistare prodotti già pronti, il rispetto di questi tre criteri tecnici fondamentali aiuterà a evitare il 90% delle insidie:
- Il vetro deve recare il marchio di certificazione 3C, con bordi lisci e privi di sbavature. Un suono nitido quando viene picchiettato indica qualità (un suono sordo suggerisce che si tratta di vetro semi-temperato);
- I collegamenti del telaio devono essere sicuri, senza oscillazioni o scricchiolii. Per i telai in alluminio, verificare che il rivestimento di ossido sia uniforme; per i telai in legno massello, controllare che non ci siano crepe o deformazioni;
- Le ante delle vetrine devono aprirsi e chiudersi senza intoppi, con spazi uniformi. Verificare la tenuta passando la mano lungo il giunto tra l'anta e il corpo: non si devono avvertire correnti d'aria.
La qualità di un mobile in vetro non è mai determinata solo dallo “spessore del vetro”, ma risiede nei dettagli tecnici di ogni fase di lavorazione e operazione di assemblaggio. Per esigenze di personalizzazione specifiche (ad es. dimensioni, materiali),



I più popolari Più «
-

Refrigeratori per Bevande a Forma di Lattina Serie BC
-
Le torte necessitano di frigoriferi commerciali?
-
Miglior Mini Frigorifero per Bevande EC50 per Esportazione Globale
-
Guida ai Banchi Frigoriferi Verticali per Caffetterie
-
Perché Cooluma si concentra sul segmento dei banchi refrigerati di fascia medio-alta?
-
Quante vaschette contiene un banco freezer per gelato?
-
Perché i Vetrinetti Espositori per Torte Cooluma Sono Così Popolari?
-
Vetrina Espositiva Commerciale per Panetteria con Vetro Curvo
-
Una guida all\'acquisto per vetrine refrigerate per torte con ripiani regolabili integrati
-
Un''analisi dei vantaggi dei banchi frigoriferi espositivi in acciaio inossidabile