

Каков процесс сертификации CE для коммерческих настольных мороженых витрин?
6 июля 2025 г. Автор:admin Посмотреть:230
Если коммерческая настольная витрина для мороженого хочет выйти на европейский рынок, она должна пройти сертификацию CE, чтобы соответствовать стандартам безопасности, здравоохранения и охраны окружающей среды Европейского Союза. Ниже приведены подробные процессы и ключевые моменты сертификации CE, которые помогут вам систематически понять этапы сертификации.
Ⅰ. Разъяснение директив и стандартов ЕС, применимых к сертификации
Ниже приводится толкование применимых и справочных стандартов инструкций:
1. Применимые инструкции
Директива по машиностроению (2006/42/EC): касается механической безопасности морозильных витрин, таких как защита движущихся частей и структурная стабильность.
Директива по низковольтному оборудованию (LVD, 2014/35/EU): применима к электрическим компонентам с номинальным напряжением 50–1000 В переменного тока или 75–1500 В постоянного тока, таким как компрессоры и цепи управления. Директива об электромагнитной совместимости (EMC, 2014/30/EU): Обеспечивает, чтобы устройства не создавали помех другим электронным устройствам во время работы, а также обладали способностью противостоять помехам. Регламент по фторсодержащим газам (EU 517/2014): Если используются хладагенты, такие как R290, они должны соответствовать ограничениям ЕС по выбросам парниковых газов, чтобы обеспечить экологичность и безопасность хладагентов.
Директива RoHS (2011/65/EU): Ограничивает использование опасных веществ, таких как свинец и ртуть, в оборудовании.
2. Справочные стандарты
Механическая безопасность: EN 12100 «Безопасность машин — Основные понятия, общие принципы проектирования».Электрическая безопасность: EN 60335-1 «Безопасность бытовых и аналогичных электрических приборов — Часть 1: Общие требования», EN 60335-2-24 «Требования безопасности к холодильным приборам».
ЭМС: EN 55014-1 «Электромагнитная совместимость. Требования к бытовым электроприборам, электроинструментам и аналогичным устройствам. Часть 1: Излучение», EN 55014-2 «Требования к помехоустойчивости».
Холодильная система: EN 378 «Холодильные системы и тепловые насосы. Требования безопасности и экологические требования».
Ⅲ. Подготовка технической документации
Техническая документация должна охватывать всю информацию о процессе проектирования, производства, испытаний и т. д. продукта и обычно включает:Руководство по эксплуатации продукта: включая инструкции по эксплуатации, предупреждения о безопасности и инструкции по техническому обслуживанию (на официальных языках ЕС, таких как английский или немецкий).
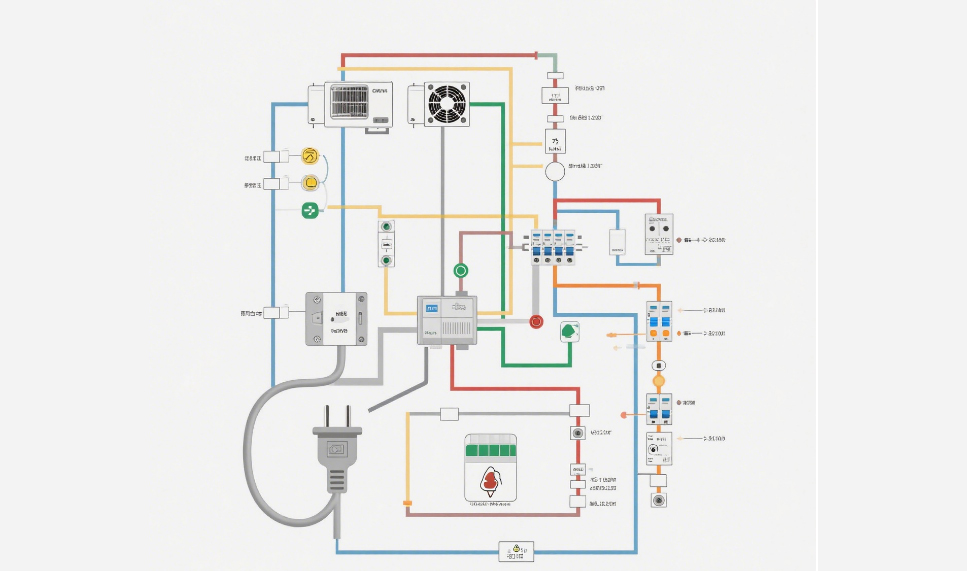
Схемы соединений и электрические схемы: с указанием подключений источников питания, логики управления и защитных устройств (таких как устройства защиты от перегрузки).
Спецификация деталей: включая модели, производителей и сертификаты ключевых компонентов (таких как компрессоры, термостаты, типы хладагентов), например, сертификат CE компрессора.
Отчет по оценке рисков: анализ потенциальных рисков (таких как поражение электрическим током, механические травмы, утечка хладагента) при использовании оборудования и объяснение мер предосторожности.
Сертификация материалов: например, класс огнестойкости материала корпуса (соответствует EN 60695) и сертификат безопасности компонентов, контактирующих с пищевыми продуктами (например, EU EC 1935/2004).
Отчет об испытаниях: результаты последующих испытаний на безопасность, ЭМС и холодопроизводительность, выданные лабораторией.
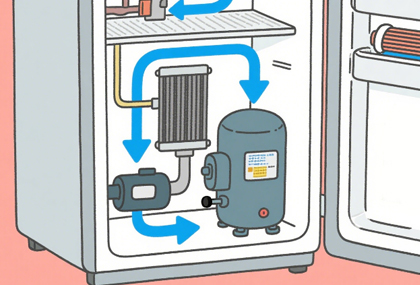
Конструкторские чертежи: включая общую конструкцию, блок-схему системы охлаждения и схему электропроводки. III. Выберите нотифицированный орган и подайте заявку Уполномоченные органы ЕС (такие как TÜV, SGS, Intertek и т. д.) должны обладать сертификационными полномочиями в соответствии с соответствующими директивами (номер учреждения и полномочия можно запросить на официальном сайте ЕС).
Примечание: если продукт связан с холодильной системой, необходимо подтвердить, имеет ли учреждение полномочия по аудиту в соответствии с правилами по фторсодержащим газам.
Подача документов для подачи заявки:
Форма заявки (шаблон предоставляется учреждением).
Первый проект технической документации (сначала можно подать обзор, а детали можно заполнить перед официальным тестированием).
Фотографии продукта (с изображением внешнего вида, заводской таблички, знаков безопасности, порта для заправки хладагентом и т. д.).
IV. Тестирование образцов
1. Содержание теста
Механическая безопасность:
Степень защиты корпусов (класс IP, например, IPX1, защищенный от брызг).
Защита движущихся частей (например, испытание прочности ограждений вентиляторов).
Испытание на устойчивость (отсутствие опрокидывания при наклоне).
Электрическая безопасность:
Испытание давлением (сопротивление изоляции, целостность заземления).
Защита от перегрузки (функция защиты компрессора от перегрева).
Испытание в ненормальных условиях (например, стабильность работы при колебаниях напряжения питания).
Испытание ЭМС:
Электромагнитное излучение (например, радиочастотные помехи, генерируемые импульсным источником питания).
Защита от электромагнитных помех (например, электростатический разряд, радиочастотное поле, индуцированная помехоустойчивость).
Холодильная система:
Обнаружение утечки хладагента (испытание герметичности).
Эффективность охлаждения и точность регулирования температуры (например, поддержание температуры внутри шкафа ниже -18 °C).
При использовании горючих хладагентов, таких как R290, требуются дополнительные испытания взрывозащищенной конструкции (например, герметичность отсека компрессора и взрывозащищенность электрических компонентов).
2. Цикл испытаний
Обычно он составляет 4–8 недель. Если образец не соответствует требованиям, его необходимо исправить и повторно протестировать, и цикл будет соответственно продлен.V. Аудит завода (некоторые инструкции необходимы)
Применимые сценарии: если сертификация касается компонентов, критичных с точки зрения безопасности (таких как сосуды под давлением, компоненты электробезопасности), нотифицированный орган может потребовать проведения аудита завода. Ключевые моменты проверки: Система управления качеством (например, соответствие ISO 9001). Контроль ключевых процессов (таких как сварка электрических компонентов, процесс заправки холодильной системы). Контроль ключевых процессов (таких как сварка электрических компонентов, процесс заправки холодильной системы).
Процесс проверки готовой продукции (такой как записи испытаний на выдерживаемое напряжение и обнаружение утечек).
Примечание: некоторые учреждения могут принять документы внутреннего контроля качества, предоставленные предприятиями, и отказаться от проведения аудита на месте.
VI. Проверка подлинности и выдача сертификата
Проверка документов: нотифицированный орган оценивает, соответствует ли техническая документация требованиям директивы и является ли протокол испытаний полным.
Исправление и дополнение: если какие-либо документы отсутствуют (например, неполная оценка рисков), материалы должны быть дополнены в соответствии с требованиями. Выдача сертификата: после прохождения проверки вы получите сертификат CE (обычно действительный в течение 5 лет, и сертификат необходимо продлевать в соответствии с обновлением стандарта).

VII. Нанесение маркировки CE и доступ на рынок
Требования к маркировке CE:
Логотип должен быть четким и долговечным, размером не менее 5 мм, и нанесенным на заводскую табличку продукта или в заметном месте.
Если продукт имеет составные части (такие как шкаф и независимый холодильный агрегат), маркировка CE должна наноситься отдельно. Архивирование технической документации: Предприятия должны хранить техническую документацию не менее 10 лет на случай выборочных проверок со стороны органов регулирования рынка ЕС. Агентство по объявлениям может регулярно проводить выборочные проверки продуктов на рынке, чтобы обеспечить постоянное соблюдение стандартов.
VIII. Особые меры предосторожности (для морозильных шкафов)
Соответствие хладагента:
При использовании R290 (пропан) необходимо убедиться, что его значение GWP (потенциал глобального потепления) соответствует требованиям регламента по фторсодержащим газам (GWP ≤ 2500), а заправка системы не превышает нормативный предел (например, для небольшого холодильного оборудования он обычно составляет ≤ 150 г).
Тип хладагента, количество заправки и меры по устранению утечек должны быть указаны в руководстве по эксплуатации изделия. Безопасность при контакте с пищевыми продуктами: Компоненты, такие как полки и внутренние стенки шкафа, которые контактируют с пищевыми продуктами, должны соответствовать стандартам ЕС по материалам, контактирующим с пищевыми продуктами (например, EC 1935/2004), и должен быть предоставлен отчет об испытании безопасности материалов. Этикетка энергопотребления: При выходе на рынок ЕС может потребоваться соблюдение требований к маркировке энергоэффективности (таких как директива ERP) и указание информации, такой как класс энергопотребления и годовое потребление электроэнергии. Резюме: Цикл сертификации и стоимость Цикл: общий процесс занимает около 2-6 месяцев (в зависимости от хода испытаний и скорости исправления).
Стоимость: сборы варьируются в зависимости от сложности продукта, предметов испытаний и учреждений, обычно составляя от 5000 до 20000 евро (включая сборы за испытания, рассмотрение и сертификацию).
Особое примечание: Предприятия должны заранее связаться с нотифицирующим органом, чтобы уточнить технические требования и избежать задержек в сертификации, вызванных недостатками конструкции. Если необходимы конкретные стандартные документы или рекомендации для учреждений, может быть предоставлена дополнительная целевая поддержка.



Самые популярные Больше «
-

Банкообразные охладители напитков серии BC
-
Требуют ли торты коммерческих холодильников?
-
Лучший мини-холодильник для напитков EC50 для глобального экспорта
-
Руководство по напольным холодильным витринам для кофеен
-
Почему Cooluma фокусируется на сегменте холодильных витрин среднего и высокого класса?
-
Сколько противней вмещает морозильная витрина для джелато?
-
Почему витрины для тортов Cooluma так популярны?
-
Коммерческий витринный шкаф для выпечки с изогнутым стеклом
-
Руководство по покупке витрин для тортов со встроенными регулируемыми полками
-
Анализ преимуществ холодильных витрин из нержавеющей стали