

Welke technieken zijn cruciaal voor kwaliteit bij de productie van vitrinekasten?
Glazen vitrinekasten worden veel gebruikt in alledaagse commerciële omgevingen, voor het bewaren en presenteren van artikelen zoals taarten, brood en delicatessen. Velen gaan ervan uit dat deze vitrines slechts eenvoudige combinaties van ‘glas en frames’ zijn – totdat een klant met een gebarsten vitrine komt, waardoor de waarheid aan het licht komt: terwijl sommige vitrines na vijf jaar nog steeds perfect vlak en kristalhelder zijn, vertonen andere al na drie maanden kromgetrokken deuren en beslagen glas. De oorzaak ligt volledig in de ‘onzichtbare technische details’.


Na drie jaar in de Verenigde Staten te hebben gewerkt in technische functies voor contractfabrikanten van glazen meubels, waarbij ik alles heb gedaan, van wijnkasten voor thuisgebruik tot displaymeubels voor de detailhandel, zal ik nu de kerntechnologieën achter de productie van glazen kasten uiteenzetten. Of u nu op zoek bent naar maatwerk voor uw fabriek of als beginner de branche betreedt, deze gids helpt u veelvoorkomende valkuilen te vermijden.
I. Fundamentele voorbehandeling van het materiaal: de ‘inherente eigenschappen’ van glas en frames
Tachtig procent van de duurzaamheid van een glazen kast wordt bepaald tijdens de materiaalverwerking. Het is niet voldoende om alleen gehard glas aan te schaffen; elke stap moet voldoen aan technische normen.
1. Glasverwerking: harden, snijden en randpolijsten – niets mag worden overgeslagen
Glas fungeert zowel als het ‘gezicht’ van de vitrine als de veiligheidskern ervan. Deze drie technische processen zijn bepalend voor de levensduur:
- Harding: verplichte naleving van de ‘3C-norm’-vereisten Voor zowel huishoudelijke als commerciële vitrines is harding verplicht (behalve voor speciaal vervaardigd kunstglas), zoals voorgeschreven door nationale normen. Gerenommeerde fabrikanten maken gebruik van de ‘fysieke hardingsmethode’: gewoon glas wordt verwarmd tot 600-700 °C en vervolgens snel afgekoeld met koude lucht, waardoor er compressiespanning op het oppervlak ontstaat. Glas dat op deze manier is behandeld, heeft een 3-5 keer hogere slagvastheid dan gewoon glas. Zelfs als het breekt, valt het uiteen in afgeronde deeltjes zonder scherpe randen, waardoor snijwonden worden voorkomen. We hebben gezien dat kleine werkplaatsen gewoon glas als gehard glas verkochten; toen klanten het schoonmaakten, barstte het onmiddellijk, wat bijna tot een veiligheidsincident leidde.
- Nauwkeurig snijden: toleranties moeten binnen 0,1 mm liggen om te worden geaccepteerd. Onnauwkeurige glasafmetingen veroorzaken openingen tijdens de montage of leiden tot compressiefracturen. Moderne fabrieken maken nu gebruik van CNC-snijmachines, die tien keer nauwkeuriger zijn dan traditioneel handmatig snijden. Bij de productie van een 1,2 meter lang zijpaneel voor een wijnkast bijvoorbeeld, houdt CNC-snijden de toleranties binnen 0,1 mm, terwijl handmatig snijden vaak afwijkingen van 2-3 mm oplevert, waardoor deuren niet goed sluiten. Bovendien vereist niet-standaard glas (zoals gebogen vitrines) modellering gevolgd door lasersnijden, naast gespecialiseerde mallen voor stabilisatie tijdens het verwarmen en vormen om vervorming te voorkomen.
- Randslijpen en afschuinen: dubbele garantie voor tactiel comfort en veiligheid De randen van glas zijn de meest kwetsbare punten en moeten daarom worden geslepen. Fabrieken maken doorgaans gebruik van diamantslijpmachines en voeren drie fasen uit: grof slijpen, fijn slijpen en polijsten. De resulterende randen voelen glad aan en vormen geen risico op snijwonden. Werkbladglas vereist bovendien een afschuining van 45°, wat de esthetiek verbetert en het risico op breuk door stoten vermindert. Een klant gaf opdracht voor een op maat gemaakte cosmetica-vitrine, waarbij de fabriek de stap van het fijn slijpen oversloeg. Een medewerker liep bij het hanteren van goederen een polsblessure op door de ruwe glasrand, wat resulteerde in een vergoeding voor medische kosten en herstelwerkzaamheden.
2. Frameconstructie: de ‘stabiliteitstechnologie’ van metaal en hout
Het frame fungeert als het ‘skelet’ van een vitrinekast, met verschillende fabricagetechnieken voor verschillende materialen. Veelgebruikte opties zijn aluminiumlegeringen, roestvrij staal en massief hout:
- Frames van aluminiumlegeringen: Anodiseren is essentieel voor corrosiebestendigheid. Aluminium is licht van gewicht en economisch en daarom de voorkeurskeuze voor vitrinekasten voor huishoudelijk gebruik. Het oxideert echter gemakkelijk en wordt snel donker. Gerenommeerde fabrikanten passen anodiseren toe: de legering wordt ondergedompeld in een elektrolytoplossing en er wordt een elektrische stroom op gezet om een oxidelaag te vormen. Dit voorkomt niet alleen corrosie, maar maakt ook kleuring mogelijk (bijv. zwart, champagne). Voor glazen kasten voor buiten wordt een extra ‘elektroforetische coating’ aangebracht, waardoor de weerbestendigheid wordt verbeterd en de kast drie jaar lang direct zonlicht kan weerstaan zonder te verkleuren. Kleine werkplaatsen gebruiken vaak geborsteld aluminium zonder oxidatiebehandeling, dat binnen zes maanden begint te verkleuren en af te bladderen.
- Roestvrijstalen frames: lassen en polijsten bepalen de esthetiek Roestvrijstalen frames zijn geschikt voor commerciële toepassingen (bijvoorbeeld koelunits in supermarkten), waarbij de kerntechnieken liggen in lassen en polijsten. Modern ‘puls-argonbooglassen’ produceert fijne, gladde laspunten zonder slakken. Na het lassen integreren ‘spiegelpolijstmachines’ de lassen naadloos in het frame, waardoor een naadloos uiterlijk ontstaat. Voor 304 roestvrij staal voorkomt ‘passiveringsbehandeling’ roest bij blootstelling aan voedsel of vochtige omgevingen.

- Massief houten frames: vochtbescherming gaat boven houtverbindingen Massief houten frames bieden een superieure textuur, maar zijn gevoelig voor kromtrekken door vocht. Fabrikanten onderwerpen het hout eerst aan een ‘vacuümdroogbehandeling’, waarbij het vochtgehalte wordt gecontroleerd tot 8%-12% (of minder dan 10% in vochtige zuidelijke regio's). Daarna volgt een ‘pen-en-gatverbinding’, die meer stabiliteit biedt dan alleen schroefbevestiging. De oppervlakken worden voorzien van ten minste drie lagen watergedragen houtlak, die milieuvriendelijk is en vocht buiten houdt om schimmelgroei te voorkomen die de kast zou kunnen doen kromtrekken.
II. Kernassemblagetechnieken: het geheim van naadloze integratie van glasframes
Veel glazen kasten krijgen na verloop van tijd problemen, zoals gebarsten glas of kromgetrokken deuren, als gevolg van een gebrekkige montage. Deze stap vereist nauwgezet vakmanschap en precisiegereedschap.
1. Glasbevestiging: dubbele zekerheid door lijm en bevestigingsmateriaal
Glas mag niet uitsluitend met schroeven worden bevestigd (dit kan compressiefracturen veroorzaken). De huidige industrienorm hanteert een dubbele aanpak: lijm in combinatie met metalen klemmen.
Voor lijm moet ‘neutrale siliconen structurele kit’ worden gebruikt, geen standaard glaskit. Neutrale kit tast glas of metaal niet aan, biedt een superieure hechtkracht en is bestand tegen extreme temperaturen. Zelfs in vochtige omgevingen zoals keukens of badkamers blijft het meer dan tien jaar lang intact zonder defecten. Reinig bij het aanbrengen van kit eerst het glas en de frameoppervlakken met alcohol. Gebruik vervolgens een kitpistool om de kit in een gelijkmatig tempo aan te brengen, met een kitbreedte van 3-5 mm. Strijk de kit glad met een rakel voor een esthetisch aantrekkelijke afwerking en om volledige hechting te garanderen.
Hardwareclips worden voornamelijk gebruikt om glazen planken en zijpanelen te verbinden. Kies voor ‘304 roestvrijstalen clips’ in combinatie met rubberen ringen. Deze combinatie houdt het glas op zijn plaats en absorbeert trillingen, waardoor scheuren als gevolg van ongelijkmatige spanningsverdeling worden voorkomen. We hebben gezien dat fabrieken plastic clips gebruiken om kosten te besparen, met als gevolg dat planken instorten en versplinteren wanneer klanten er een paar flessen wijn op zetten.
2. Deurmontage: nauwkeurige controle van scharnieren en rails
Glazen kastdeuren vertonen de meest voorkomende problemen, afhankelijk van de installatietechniek van scharnieren (voor scharnierende deuren) en rails (voor schuifdeuren):
- Scharnierende deuren: nauwkeurige belasting en positionering Gezien het gewicht van glazen kastdeuren zijn ‘zwaar uitgevoerde hydraulische scharnieren’ essentieel. Elk scharnier moet minimaal 15 kg kunnen dragen en voorzien zijn van ‘driedimensionale afstelling’, waardoor fijnafstelling naar voren/achteren, links/rechts en omhoog/omlaag mogelijk is om een gelijkmatige opening tussen deur en kast te garanderen (tolerantie ≤0,5 mm). Boor tijdens de installatie vooraf gaten in het frame met positioneringstoleranties binnen 1 mm. Verkeerd uitgelijnde scharnieren veroorzaken doorhangen van de deur, wat na verloop van tijd kan leiden tot compressie en barsten in het glas.
- Schuifdeuren voor kasten: parallelle uitlijning van de rails is van het grootste belang. Deuren die klemmen of ontsporen zijn het gevolg van een niet-parallelle installatie van de rails. Fabrikanten gebruiken laserwaterpassen om een perfecte parallelliteit tussen de bovenste en onderste rails te garanderen (paralleliteitstolerantie ≤0,3 mm/m). Er moet een ruimte van 2-3 mm tussen de rails worden aangehouden om een soepele beweging van de deur te vergemakkelijken. Op de rails gemonteerde buffers voorkomen glasbreuk door stoten tijdens het sluiten en verminderen het geluidsniveau.
3. Afdichting en anticondens: technische ‘ervaringsverbeteringen’ in de details
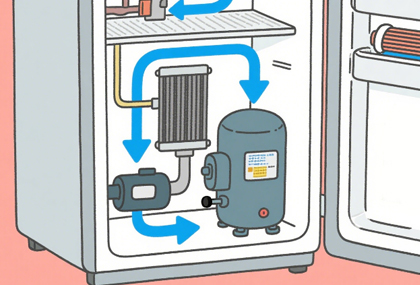
Voor glazen kasten die moeten worden afgedicht of waarvan de temperatuur moet worden geregeld, zoals wijnkasten of koelkasten, worden twee gespecialiseerde technieken toegevoegd:
Voor de afdichting worden ‘EPDM-afdichtingsstrips’ gebruikt, die beter bestand zijn tegen veroudering dan standaard rubberen strips. Deze moeten goed aansluiten op het deurkozijn en worden getest met een ‘luchtdichtheidstester’ om ervoor te zorgen dat er geen lucht lekt. Anders zou de temperatuurstabiliteit van de wijnkelder verslechteren en zou de koelkast meer elektriciteit verbruiken. Anti-condensatie wordt bereikt door middel van een ‘nano-anti-condenscoating’ die op het glasoppervlak wordt aangebracht of door het gebruik van ‘geïsoleerd gelaagd glas’ (gevuld met inert gas). Dit voorkomt condensatie als gevolg van temperatuurverschillen tussen binnen en buiten, waardoor het display onduidelijk zou kunnen worden. Sieradenvitrines in winkelcentra maken doorgaans gebruik van deze technologie, waardoor het glas kristalhelder blijft, zelfs wanneer de airconditioning in gebruik is.
III. Inspectie van het eindproduct: kwaliteitsborgingstechnieken vóór verzending
Hoogwaardige vitrines ondergaan vóór verzending drie verplichte inspectierondes, waarbij het overslaan van een ronde potentiële risico's met zich meebrengt:
1. Veiligheidsinspectie: De slagvastheid wordt getest met een ‘balval-impacttester’, terwijl het draagvermogen van het frame wordt beoordeeld met een ‘compressietester’ (bijvoorbeeld: planken moeten meer dan vijf keer hun eigen gewicht kunnen dragen). De naleving wordt gecontroleerd aan de hand van de nationale norm GB 15763.2-2005 ‘Veiligheidsglas voor gebouwen - Deel 2: Gehard glas’.
2. Functionele tests: Scharnierende deuren worden 5000 keer geopend en gesloten om de stabiliteit van de scharnieren te controleren; schuifdeuren worden 10.000 keer geopend en gesloten om de soepelheid van de rails te beoordelen; afgesloten kasten worden 24 uur lang getest bij een constante temperatuur om te controleren of de temperatuurschommelingen binnen ±1 °C blijven.
3. Visuele inspectie: Gebruik een ‘hoogintensieve inspectielamp’ om glasoppervlakken te controleren op krassen of luchtbellen. Gebruik een ‘voelermaat’ om te controleren of de openingen tussen de deurpanelen gelijkmatig zijn, zodat het uiterlijk onberispelijk is.
Let bij het kiezen van glazen kasten op deze drie technische punten voor zekerheid
Of u nu op maat gemaakte units bestelt of kant-en-klare producten koopt, door u aan deze drie technische kerncriteria te houden, voorkomt u 90% van de valkuilen:
- Glas moet het 3C-keurmerk dragen en gladde randen hebben zonder bramen. Een heldere klank bij het aankloppen duidt op kwaliteit (een doffe klank duidt op halfgehard glas);
- De verbindingen van het frame moeten stevig zijn, zonder wiebelen of piepen. Controleer bij aluminium frames of de oxidelaag gelijkmatig is; bij massief houten frames controleert u op scheuren of kromtrekken;
- Kastdeuren moeten soepel openen en sluiten, met gelijkmatige openingen. Test de afdichting door met uw hand langs de verbinding tussen de deur en het frame te gaan – u mag geen tocht voelen.
De kwaliteit van een vitrinekast wordt nooit alleen bepaald door ‘dik glas’, maar ligt in de technische details van elke verwerkingsstap en assemblagehandeling. Voor specifieke maatwerkvereisten (bijv. afmetingen, materialen),



Populair Meer «
-

Blikvormige drankkoelers uit de BC-serie
-
Hebben taarten commerciële koelkasten nodig?
-
Beste EC50 Mini Drankkoeler voor Wereldwijde Export
-
Gids voor staande gekoelde vitrines voor koffiebar
-
Waarom Cooluma Zich Richt op het Midden- tot Hoogwaardige Segment van Gekoelde Vitrinekasten?
-
Hoeveel bakken bevat een vriezer voor gelato?
-
Waarom zijn Cooluma-taartvitrines zo populair?
-
Commerciële uitstalkast voor bakkerij met gebogen glas
-
Een koopgids voor taartvitrinekasten met ingebouwde verstelbare legplanken
-
Een analyse van de voordelen van roestvrijstalen gekoelde vitrinekasten